Kinematic Self-Replicating Machines
© 2004 Robert A. Freitas Jr. and Ralph C. Merkle. All Rights Reserved.
Robert A. Freitas Jr., Ralph C. Merkle, Kinematic Self-Replicating Machines, Landes Bioscience, Georgetown, TX, 2004.
5.6 Closure Theory and Closure Engineering
Fundamental to the problem of designing self-replicating systems is the issue of closure. In its broadest sense, this issue reduces to the following question: Does replicating system function (e.g., factory output) equal or exceed system structure (e.g., factory components or input needs)? If the answer is negative, the system cannot independently fully replicate itself; if positive, such autonomous self-replication may be possible.
Consider, for example, the problem of parts closure. Imagine that the entire factory and all of its machines are broken down into their component parts. If the original factory cannot fabricate every one of these items, then parts closure does not exist and the factory is not fully self-replicating. For replicating machine systems, 100% closure is theoretically quite plausible – no fundamental or logical impossibilities have yet been identified.* The theoretical capability of machines to perform “universal computation” and “universal construction” can be demonstrated with mathematical rigor [3, 310], so parts assembly closure is theoretically possible. And at least in the case of human-operated factory systems, notes Friedman [20], “we have an existence proof: The set of all factories in the United States can produce useful products and they – as a system – clearly have the ability to produce more of their own kind (or where else did they come from?).”**
* Ford’s River Rouge complex [2684], built beginning in 1918 on an 1,100-acre site outside Detroit, achieved nearly 100% parts fabrication and assembly closure in the manufacture of automobiles nearly a century ago. Henry Ford’s ships delivered iron ore, lumber and limestone from his mines, mills and quarries in Michigan’s Upper Peninsula. Coal was barged in from his fields in West Virginia and Kentucky for energy. Rubber came straight from his plantations in Brazil. These raw materials entered one end of the factory and moved around on the Rouge’s 100-mile internal railroad, allowing Ford Motor to manufacture its own iron, steel, glass, tires and engines. Finished cars, tractors, and even Navy submarine chaser ships emerged from the other end of the plant.
** Some have asserted that the mere existence of a large manufacturing economy is not by itself a good proof of the possibility of closure because such an economy includes humans, and without depending on human self-reproduction such a system could soon cease to exist [1850]. This argument is incorrect for at least two reasons. First, if a successful nanotechnology-based medicine succeeds in eliminating biological aging [2685], a manufacturing economy populated exclusively by nonreproducing humans could persist indefinitely. Second, a manufacturing economy that produces all of its own structure is properly termed self-replicating, regardless of whether its source of control is teleoperation (by humans) or full autonomy (Section 5.1.9 (A1)).
In an arbitrary system there are three basic requirements to achieve closure:
(1) Matter closure – can the system manipulate matter in all ways necessary for complete self-construction? As previously noted, the U.S. factory manufacturing system constitutes an existence proof that 100% materials (and energy) closure is possible.
(2) Energy closure – can the system generate sufficient energy in the proper forms to power the processes of self-construction?
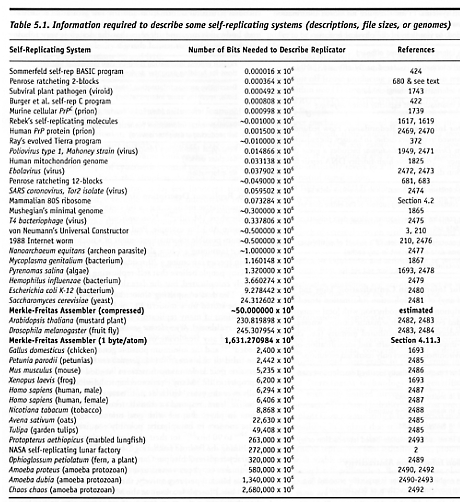
(3) Information closure – can the system successfully command and control all processes required for complete self-construction? The vast proliferation of tens of thousands of different species of fully-autonomous self-replicating internet viruses and countless autonomous virtual organisms and artificial life software entities (Section 2.2) constitutes an existence proof that 100% information closure is possible in artificial self-replicating entities. The information caches needed to describe self-replicating systems can be surprisingly modest, often <106 bits (Table 5.1).
Moore [677] nearly anticipated closure engineering. Describing the required design effort for “artificial living plants” in his 1956 article, he wrote: “Once the list of needed materials was chosen, engineers would have to design a flow scheme for the automatic manufacture of all of them. It would be very desirable to keep the list of materials as short as possible, and the manufacturing operations and processes as simple as possible.” During 1979-1980, Freitas [1014] attempted the first quantitative closure analysis for a proposed self-replicating machine system, with special attention to materials, structural, and functional closure issues. Concentrating on materials closure, Freitas performed a scaling analysis of a replicator with reference to the chemical elements required to build the replicator structure as compared to the element availability in the external environment in which the replicator would be expected to operate (Section 3.11).
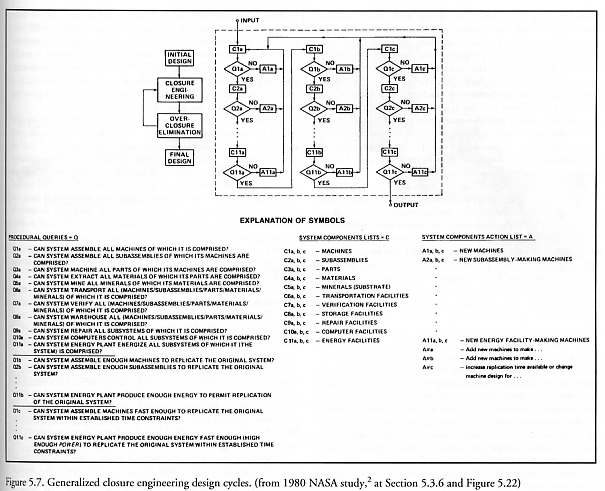
The 1980 NASA study of self-replicating lunar factories (Section 3.13), co-edited by Freitas [2], included a similar quantitative analysis of lunar factory elemental composition as compared to the elemental composition of lunar regolith which would be the source of the materials to build the factory. Equally importantly, the NASA study also introduced the concept of systematic closure engineering, describing qualitative closure (can all parts be made?), quantitative closure (can enough parts be made?), and throughput closure (can parts be made fast enough?), and providing a crude qualitative methodology for seeking and achieving closure in all of its many dimensions (Figure 5.7).
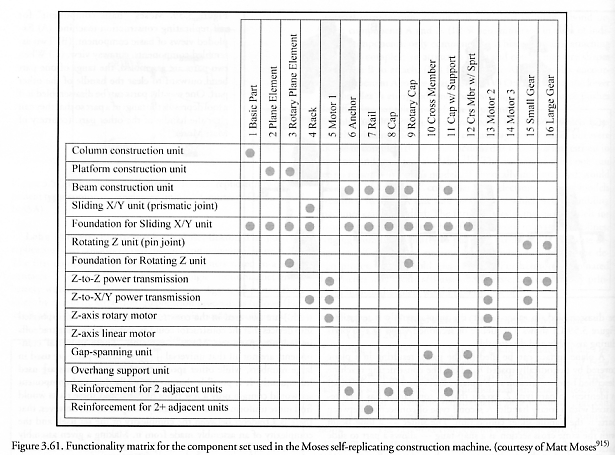
According to the NASA study final report [2]: “In actual practice, the achievement of full closure will be a highly complicated, iterative engineering design process.* Every factory system, subsystem, component structure, and input requirement must be carefully matched against known factory output capabilities. Any gaps in the manufacturing flow must be filled by the introduction of additional machines, whose own construction and operation may create new gaps requiring the introduction of still more machines. The team developed a simple iterative procedure for generating designs for engineering systems which display complete closure. The procedure must be cumulatively iterated, first to achieve closure starting from some initial design, then again to eliminate overclosure to obtain an optimized design. Each cycle is broken down into a succession of subiterations which ensure qualitative, quantitative, and throughput closure. In addition, each subiteration is further decomposed into design cycles for each factory subsystem or component.” A few subsequent attempts to apply closure analysis have concentrated largely on qualitative materials closure in machine replicator systems while de-emphasizing quantitative and nonmaterials closure issues [1128], or have considered closure issues only in the more limited context of autocatalytic chemical networks [2367, 2686]. However, Suh [1160] has presented a systematic approach to manufacturing system design wherein a hierarchy of functional requirements and design parameters can be evaluated, yielding a “functionality matrix” (Figure 3.61) that can be used to compare structures, components, or features of a design with the functions they perform, with a view to achieving closure.
* To get a sense of the complex iterative nature of closure engineering, the reader should ponder the design process that he or she might undertake in order to generate the following full-closure self-referential “pangram” [2687] (a sentence using all 26 letters at least once), written by Lee Sallows and reported provided by Hofstadter [260]: “Only the fool would take trouble to verify that his sentence was composed of ten a’s, three b’s, four c’s, four d’s, forty-six e’s, sixteen f’s, four g’s, thirteen h’s, fifteen i’s, two k’s, nine l’s, four m’s, twenty-five n’s, twenty-four o’s, five p’s, sixteen r’s, forty-one s’s, thirty-seven t’s, ten u’s, eight v’s, four x’s, eleven y’s, twenty-seven commas, twenty-three apostrophes, seven hyphens, and, last but not least, a single !” Self-enumerating sentences like these are also called “Sallowsgrams” [2687] and have been generated in English, French, Dutch, and Japanese languages using iterative computer programs.
Partial closure results in a system that is only partially self-replicating. With partial closure, the machine system will fail to self-replicate if some vital matter, energy, or information input is not provided from the outside. For instance, various preliminary studies [2688-2690] of the materials closure problem in connection with the possibility of macroscale “bootstrapping” in space manufacturing have concluded that 90-96% closure is attainable in specific nonreplicating manufacturing applications. The 4-10% that still must be supplied are sometimes called “vitamin parts.” (The classic example of self-replication without complete materials closure: Humans self-reproduce but must but take in vitamin C, whereas most other self-reproducing vertebrates can make their own vitamin C [2691].) In the case of macroscale replicators, vitamin parts might include hard-to-manufacture but lightweight items such as microelectronics components, ball bearings, precision instruments, and other parts which might not be cost-effective to produce via automation off-Earth except in the longer term. To take another example, partial information closure might imply that factory control or supervision is provided from the outside, perhaps (in the case of a lunar facility) from Earth-based computers programmed with human-supervised expert systems or from manned remote teleoperation control stations located on Earth or in low Earth orbit.
Regarding closure engineering, Friedman [573] observes that “if 96% closure can really be attained for the lunar solar cell example, it would represent a factor of 25 less material that must be expensively transported to the moon. However, ...a key factor ... which deserves more emphasis [is] the ratio of the weight of a producing assembly to the product assembly. For example, the many tons of microchip manufacturing equipment required to produce a few ounces of microchips makes this choice a poor one – at least early in the evolution – for self-replication, thus making microelectronics the top of everyone’s list of ‘vitamin parts’.”
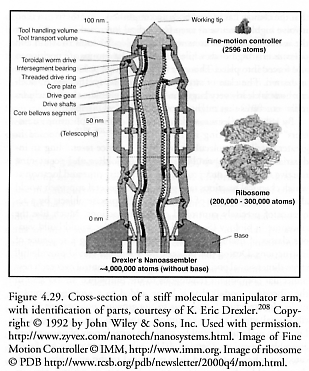
This conclusion makes sense for macroscale replicators but not for microscale replicators or nanofactory-based molecular manufacturing systems. The replicator/product mass ratio for a several-ton microchip fabrication machine (itself containing a few ounces of microchips) may be ~35,000 (i.e., several tons / several ounces). However, the Drexler manipulator arm (Section 4.9, Figure 4.29) that might be used for positional-assembly style molecular manufacturing is composed of ~4 million atoms and has only ~50 parts (averaging 82,000 atoms/part), so a manipulator arm producing its own parts has a replicator/product mass ratio of only ~50. Furthermore, if the microchip fabrication machine has a mean product cycle time of ~1 minute per chip (taking into account the multiple chips on each wafer), then the machine requires ~2 x 106 sec (24 days) to fabricate its own mass of microchips. By contrast, the Drexler manipulator arm is designed for a 1 MHz atom placement rate, hence would fabricate its own mass of nanomachinery in ~4 sec, a 6 orders-of-magnitude improvement.
It has been pointed out [1054] that if a system is “truly isolated in the thermodynamic sense and also perhaps in a more absolute sense (no exchange of information with the environment) then it cannot be self-replicating without violating the laws of thermodynamics.” While this may be true for systems with no onboard stores of raw materials, energy, and information, it should also be noted that a replicating system which achieves 100% closure is not “closed” or “isolated” in the classic thermodynamic sense. Materials, energy and information continue to flow into the system – it is thermodynamically “open” – but these flows are of local origin and could be managed autonomously by the replicator itself without need for direct human intervention or external supplementation.
Our use of the term “closure” should also be carefully distinguished from: (1) the “closure index” described by Russell and Kime [2692] in connection with computer fault diagnosis and “system closure” as used in fault-tolerant computing [2693, 2694], (2) the widespread use of the terms “form closure” and “force closure” in relation to visual recognition [2695] and parts grippers [2696] used in robotics manufacturing technology, (3) Pattee’s principle of self-organization known as semantic closure which allows open-ended evolution [2381-2385], and (4) other completely unrelated uses of “closure” in apparel manufacturing [2697], clinical psychology [2698], education [2699], linguistics [2700], literature [2701, 2702], trauma surgery [2703], and various other disciplines [2369-2371].
Last updated on 1 August 2005
{kind=link}
{kind=link}
{kind=link}
{kind=link}